Astro Chemical was asked to support a customer’s generator design upgrade by developing a high-temperature, thermally conductive potting compound to meet the new design requirements. The resulting product contributed to an increase in equipment lifespan and enabled a successful, on-time design completion and launch.
APPLICATION OVERVIEW
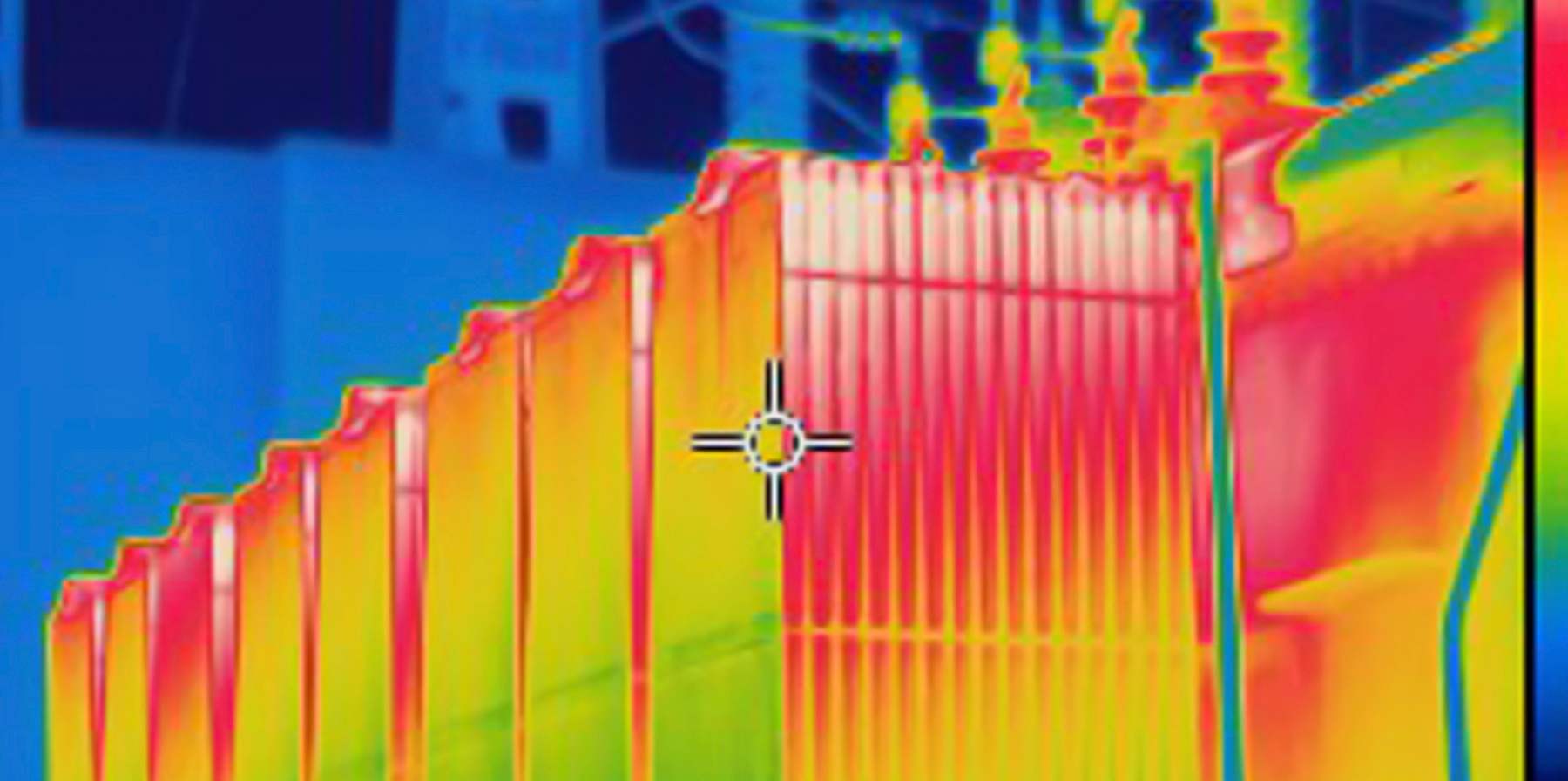
Reliable, long-term performance of large motors and generators greatly depends on effective thermal management. Traditional potting and encapsulating compounds tend to be thermally insulating, leading to thermal buildup in areas where it can least be afforded. Minimizing and eliminating these ‘hot spots’ may be achieved using thermally conductive materials to transfer heat away from sensitive areas. When developing such a specialized product, it is critical that the formulation and qualification process be guided by a set of well-defined functional properties necessary for success in the end-use application.
CHALLENGE
Astro was tasked by a generator manufacturer to develop a product that would reduce thermal buildup in a high voltage encapsulating (‘potting’) application. This was part of a comprehensive design update which introduced higher temperatures and limitations to cooling flow. After a long track record of successful use, the legacy product no longer sufficed, as the challenges presented by the higher-powered design led to hot spots within the encapsulant and a greater potential for premature failure.
Thermal buildup in high voltage machines can emanate from many factors, including mechanical vibration and the electrical resistance of current flow through the copper conductors. Thermal degradation of the organic materials used throughout, primarily in adhesives, binders, and protective coatings, is one of the root causes of shortened equipment lifespan, unscheduled outages, and outright failures. How well the equipment is cooled significantly influences the efficiency and longevity of a large generator or motor; and is of critical concern to OEMs, maintenance organizations, and equipment owners alike.
In this application, a box or ‘cap’ is used as a form around the high voltage connection and is filled with the dielectrically insulating, mechanically tough epoxy encapsulating product. Given the thermally insulating properties of the encapsulating compound and the heat of the copper, this area quickly experienced significant heat buildup. Astro’s lab was tasked with developing an encapsulant that matched the legacy product’s electrical, mechanical, and thermal properties while providing significantly higher thermal conductivity. The key performance criteria are shown in the table below.

